As important as the vapor/liquid contacting device is, the proper distribution of the vapor and liquid to the device is just as important. Without the proper distribution of vapor and liquid to the distillation trays or random & structured packing, the maximum capacity and efficiency of the device cannot be achieved. And there are just about as many different distribution devices as there are mass transfer devices. Each one has its advantages and limitations depending on the process conditions and objectives. Factors that influence the selection of style and features of a liquid distributor are:
 The orifice riser distributor is probably the most commonly used liquid distributor for applications with random packing. Its name is derived from the orifices in the distributor floor for the liquid flow and risers for the vapor flow. The liquid is collected either by sealing the distributor to the support ring or by the creation of a “pan” with a peripheral rim, while the vapor is kept separate from the liquid by flowing through riser or the annular area outside the peripheral rim. The orifice riser distributor has various other features to meet specific process service’s needs. For instance, drip tubes with multiple levels of orifices can be installed to replace the normal floor holes in order to increase the distributors range of operation. These drip tubes are also employed in services with solids that might normally plug a floor orifice by allowing zone below the orifices for the solid to settle. The orifice riser distributor is usually associated with higher liquid rate applications such as is encountered in absorption processes.
The orifice riser distributor is probably the most commonly used liquid distributor for applications with random packing. Its name is derived from the orifices in the distributor floor for the liquid flow and risers for the vapor flow. The liquid is collected either by sealing the distributor to the support ring or by the creation of a “pan” with a peripheral rim, while the vapor is kept separate from the liquid by flowing through riser or the annular area outside the peripheral rim. The orifice riser distributor has various other features to meet specific process service’s needs. For instance, drip tubes with multiple levels of orifices can be installed to replace the normal floor holes in order to increase the distributors range of operation. These drip tubes are also employed in services with solids that might normally plug a floor orifice by allowing zone below the orifices for the solid to settle. The orifice riser distributor is usually associated with higher liquid rate applications such as is encountered in absorption processes.
AMACS Orifice Riser Distributor Product Sheet
 For critical fractionation applications, such as fine chemical distillation, the narrow trough distributor is usually the first choice. In fine chemical distillation, the liquid rate is low while the vapor
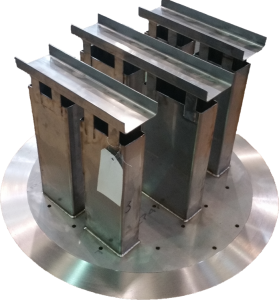
For critical fractionation applications, such as fine chemical distillation, the narrow trough distributor is usually the first choice. In fine chemical distillation, the liquid rate is low while the vapor 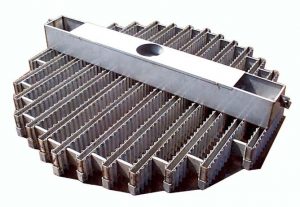 rate is relatively high. This is particularly true in vacuum distillation processes. For these services, the narrow trough distributor has the ability to deliver a high number of distribution points for the liquid and a high open area for the vapor. Not only can the narrow trough distributor use floor holes in the troughs, but it most often utilizes multiple levels of side wall orifices to provide wide ranges of operation. The liquid flowing through the side wall orifices is directed to the packing below with drip angles or splash baffles. The splash baffles are particularly effective when delivering “lines” of liquid to the top of structured packing oriented perpendicular to the distributor.
rate is relatively high. This is particularly true in vacuum distillation processes. For these services, the narrow trough distributor has the ability to deliver a high number of distribution points for the liquid and a high open area for the vapor. Not only can the narrow trough distributor use floor holes in the troughs, but it most often utilizes multiple levels of side wall orifices to provide wide ranges of operation. The liquid flowing through the side wall orifices is directed to the packing below with drip angles or splash baffles. The splash baffles are particularly effective when delivering “lines” of liquid to the top of structured packing oriented perpendicular to the distributor.
 The standard trough distributor or wide trough distributor is selected for especially high liquid rates or dirty, fouling services. V-notches or wide rectangular notches stamped in the trough side walls to allow the passage of solids or fouling materials. Since the troughs and their notches are relatively large, there are fewer distribution points on the distributor than is usually desired for critical fractionation processes.
The standard trough distributor or wide trough distributor is selected for especially high liquid rates or dirty, fouling services. V-notches or wide rectangular notches stamped in the trough side walls to allow the passage of solids or fouling materials. Since the troughs and their notches are relatively large, there are fewer distribution points on the distributor than is usually desired for critical fractionation processes.
AMACS Weir Trough Distributors Product Sheet
 The spray nozzle distributors are most often applied in heat transfer applications where short beds of packing are installed. With short beds of packing, the column designer must achieve immediate liquid wetting at the top of the bed of packing. While creating this immediate wetting of packing, overlapping circles created by the spray nozzles introduce some inherent maldistribution. However, for the heat transfer applications, the liquid rate is usually sufficient to overcome this degree of maldistribution.
The spray nozzle distributors are most often applied in heat transfer applications where short beds of packing are installed. With short beds of packing, the column designer must achieve immediate liquid wetting at the top of the bed of packing. While creating this immediate wetting of packing, overlapping circles created by the spray nozzles introduce some inherent maldistribution. However, for the heat transfer applications, the liquid rate is usually sufficient to overcome this degree of maldistribution.
 Many solvent recovery / extraction processes utilize counter-current flow of two (2) liquids. In these process designs, one liquid phase is dispersed into a continuous liquid phase flowing in the opposite direction. When the dispersed phase is the light phase flowing upward, the liquid/liquid distributor also becomes the packing support plate. As with the orifice riser distributor, the dispersed liquid phase pools between the deck with orifices and the exit of the riser (or downpipe).
Many solvent recovery / extraction processes utilize counter-current flow of two (2) liquids. In these process designs, one liquid phase is dispersed into a continuous liquid phase flowing in the opposite direction. When the dispersed phase is the light phase flowing upward, the liquid/liquid distributor also becomes the packing support plate. As with the orifice riser distributor, the dispersed liquid phase pools between the deck with orifices and the exit of the riser (or downpipe).
 For reactor vessels, where liquid hydrocarbons are mixed with a vapor prior to distribution over a catalyst bed, the fluid flow for vapor and liquid is in the same direction. These distributors utilize nozzles (aka tubes or chimneys) to create an aspirated 2-phase flow exiting beneath the distributor. The nozzles are designed with orifices sized to allow all of the liquid to flow through the orifices while the vapor is forced through the top of the nozzles. The pressure drop through the gas/liquid nozzles creates an effective spray pattern on the catalyst bed.
For reactor vessels, where liquid hydrocarbons are mixed with a vapor prior to distribution over a catalyst bed, the fluid flow for vapor and liquid is in the same direction. These distributors utilize nozzles (aka tubes or chimneys) to create an aspirated 2-phase flow exiting beneath the distributor. The nozzles are designed with orifices sized to allow all of the liquid to flow through the orifices while the vapor is forced through the top of the nozzles. The pressure drop through the gas/liquid nozzles creates an effective spray pattern on the catalyst bed.